E-mail : tr@chinawpcmould.comE-mail : tr@chinawpcmould.com
E-mail : tr@chinawpcmould.comE-mail : tr@chinawpcmould.com
一、简介
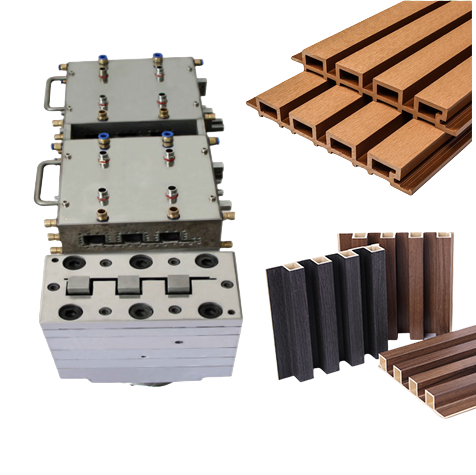
挤出(extrude)这个词由拉丁文“ex”(离开)和“trudere"(推)组成,形象地描述了"施加压力驱使材料通过模具成型”的挤出过程。在加工中,通常是将粉状或粒状形态的聚合物加入到挤出机机筒中,在螺杆或柱塞的作用下,聚合物沿螺槽或机筒向前移动,并逐渐熔融而成为黏流体,然后通过设置在机筒端部的模具,形成与模具的口模形状相仿的连续体,最后经冷却定型,便可成型为所需要形状的制品,如各种塑料管棒材、片材、塑钢门窗、薄膜、装饰用踢脚线等;
二、设计要点
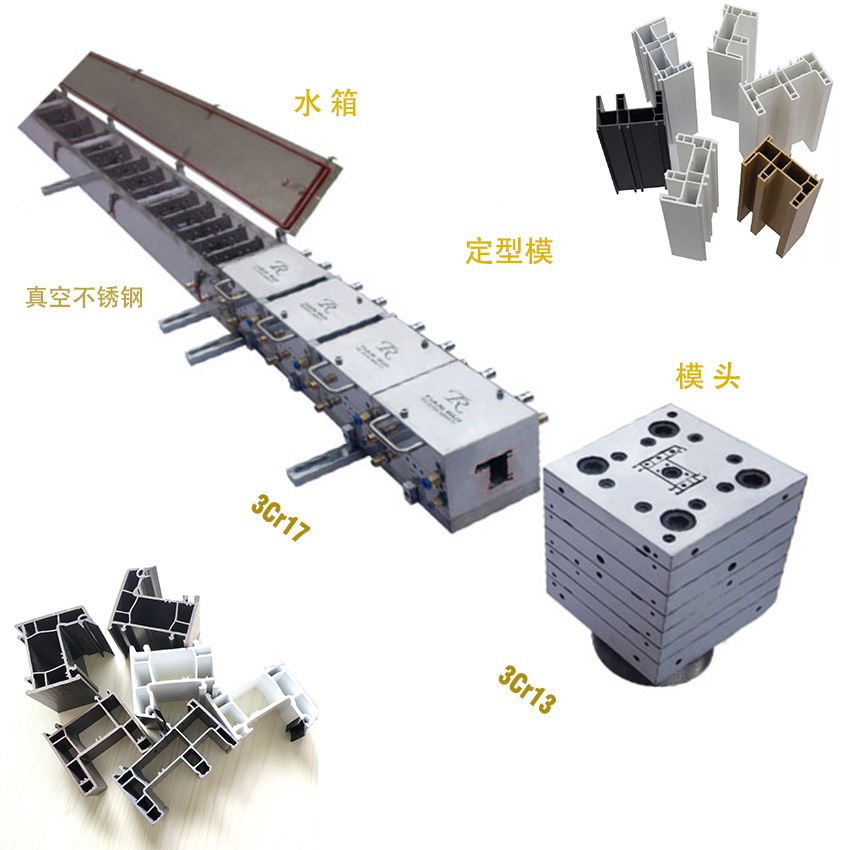
挤塑模具是挤出生产的核心部分,挤塑模具技术状态直接关系到挤出生产的稳定性、挤出制品的质量,挤出生产效率以及模具本身的使用寿命。天瑞的挤塑模具的设计就体现了很多的优点。天瑞模具在机头设计时,有以下几个要点:
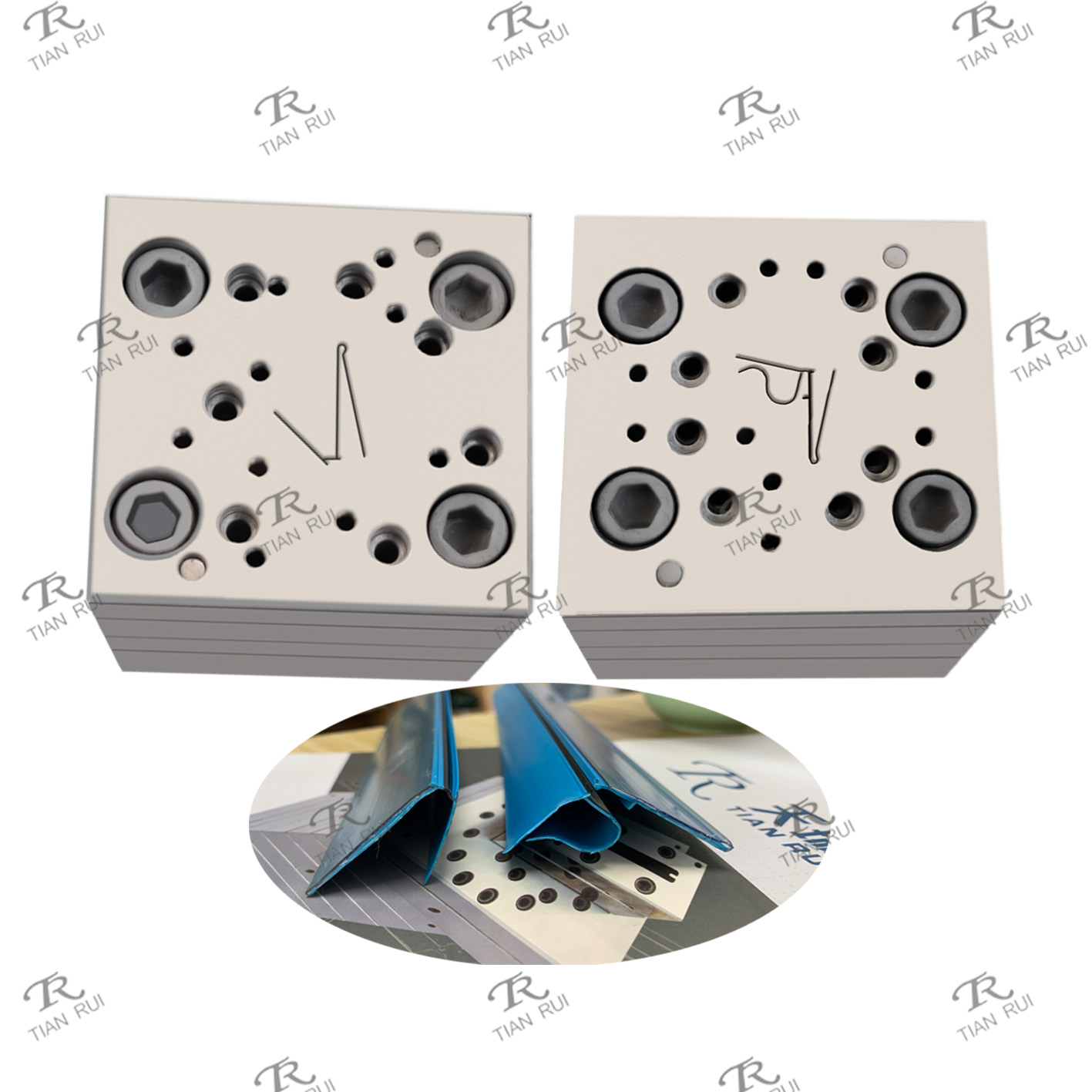
1.机头内腔要成流线型
天瑞模具为使物料能沿机头流道均匀地挤出,避免物料因停滞而发生过热分解,不在机头中出现急剧地缩小,更没有死角和停滞区,而是尽量使流道光滑,做到表面粗糙度Ra值在0.4μm
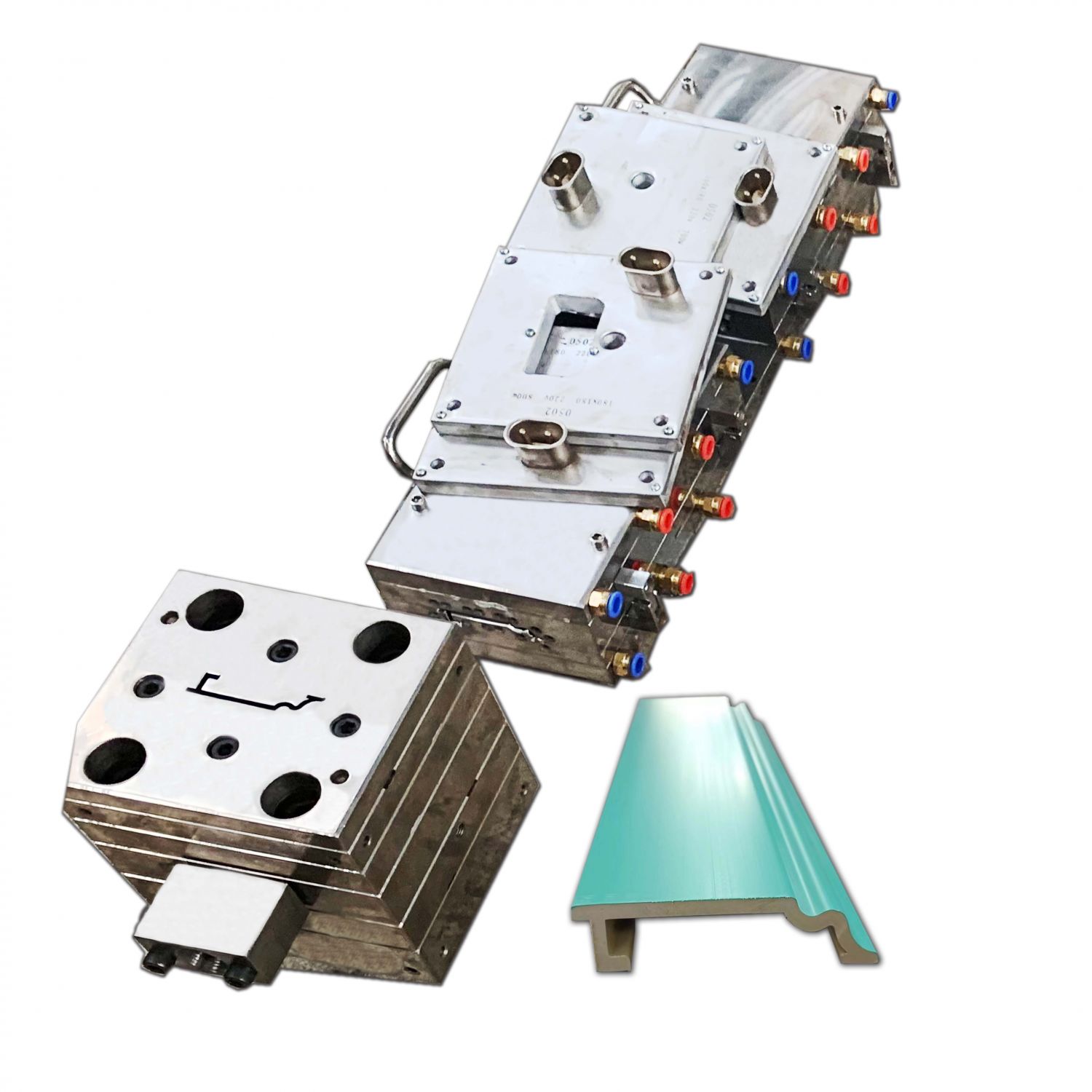
2.足够的压缩比
天瑞模具根据塑料制品及塑料品种的不同,设计出能产生足够的压缩比机头、以消除因分流支架造成的结合缝,使制品密实。
3.正确的断面形状
因塑料的性能 、压力、密度、收缩率等因素,机头的口模成型断面形状与制品真实断面形状是有差别的,天瑞在模具设计时考虑到这一因素,使机头口模有合理的断面形状。
4.节奏紧凑、便于拆装
天瑞模具在满足力学性能的条件下,设计出节奏进走、连接处严密、传热均匀、拆装方便、且不漏料的机头。
5.选材合理
天瑞模具的机头选用耐腐蚀、耐摩擦、硬度较高的钢材。有的还要根据情况镀铬。
三、塑料挤出模具的历史
利用螺杆泵送液体的思想可以追溯到古希腊的伟大科学家阿基米德,他将其应用与城市的防御体系中。据记载,最早的工业挤出机是由Joseph Bramah 于1975年发明的。他由一个手动的柱塞和机头组件所构成,用于连续生产铅管。历史上,第一个阿基米德螺杆挤出机的专利由英国人 Matthew Gray 和美国人 John Royle 获得。从19世纪中叶到现在,挤出加工曾用于古塔波胶、橡胶、硝酸纤维素和酪蛋白的加工。大约在1925年,人们挤出了各种聚氯乙烯,这成为现代挤塑加工技术开始的标志。
四、塑料挤出模具的发展
我国的聚合物挤出工业近几十年得到迅猛发展,尤其是改革开放以来,聚合物加工机械及模具工业取得了举世瞩目的成就,其年平均增长速度高于国民经济总的增长速度,达到两位数以上。1996年以来我国聚合物制品的产量一直位居世界第二。2000年我国聚合物制品的产量达到了2100万吨,聚合物加工机械工业产值为85.29亿元。
在基础理论方面,我国学者作出了较大贡献。北京化工大学朱复华教授和华南理工大学彭玉成教授带领两个科研组与1978年开始对挤出进行研究。经过二十多年的努力,在聚合物加工可视化技术、挤出理论及应用方面取得了一系列成果,为挤出加工技术的发展作出了自己的贡献。
随着计算机技术的发展,对挤出过程应用CAE技术进行研究也获得了蓬勃发展。出现了许多对螺杆挤出加工过程进行模拟的软件.
 |
电话: | 139-0723-8875 |
 |
邮箱: | tr@chinawpcmould.com |
 |
传真: | 0714-3089399 |
 |
Skype: | tr1369999 |
 |
地址: | 黄石市黄石港区麻纺村12号 |
 邮箱:
邮箱: